







与阻焊开窗等大的“D”字型异型焊盘PCB电测工艺研究
实验流程

图9 阻焊开窗菲林对位精度提升实验流程
实验数据
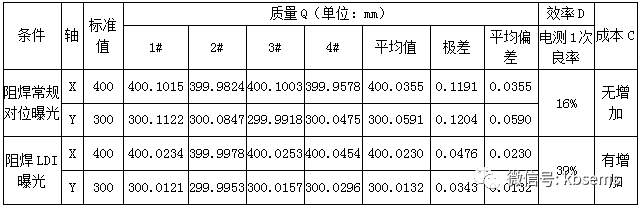
表7 阻焊开窗菲林对位精度提升实验数据
分析:阻焊的焊盘尺寸偏移数据由质量工程师用二次元测量。从数据看LDI生产的“D”字型异型焊盘中心与资料值的平均偏差比常规手工对位更小,测试1次良率提升23%,对测试效率有一定的改善效果。电测能力提升实验流程

图10 电测能力提升实验流程
实验方法
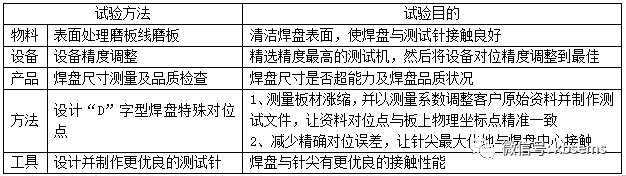
表8 电测能力提升实验方法
实验数据电测能力提升实验数据
表面处理磨板线磨板
工艺流程

因设备及工艺流程不同,各PCB厂清除氧化的流程不相同,具体需按厂内设备工艺流程执行。
设备精度调整有“D”字型异型焊盘的产品,对设备的精度能力要求高,需要选择精度最高的测试机生产。在生产前,需要对设备精度进行校正并更换专用的测试针,测试针安装后后需要做针尖校正。焊盘尺寸测量及品质检查测量焊盘的尺寸,看是否满足客户设计要求,是否偏位变小,检查外观是否有阻焊渗油、曝光不良等品质问题,以上品质问题会导致测试开路。设计“D”字型焊盘特殊对位点飞针机常规对位采用工作板四角顶端的独立点进行对位,主要是方便对位时员工易识别。因板角的焊盘的尺寸大蚀刻影响较小,而较小的焊盘蚀刻影响较大,因此选用大焊盘对位对测试精度的影响也较大。对于测试精度要求较高的板,采用较小的BGA焊盘或板内最小焊盘对位(如下图),当板内最小焊盘对位准确时大焊盘即使偏差稍大也能准确与探针接触。

图11 飞针机“D”字型焊盘对位
测试针工艺设计实验材质及接触性能分析锰钢材质的测试刀打磨后针尖宽度在120μm以上(如下图),由于刀尖较宽在测试“D”字型焊盘时针与焊盘的接触性能不佳(如下图)。为了改善针与焊盘的接触性能,需要将测试针的针尖二次成形让针尖宽度在50-100μm。经过特殊工艺对钨钢打磨加工后,其针尖能满足50-100μm的二次加工要求,到比常规刀更锋利。
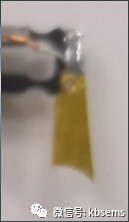
图12 锰钢刀
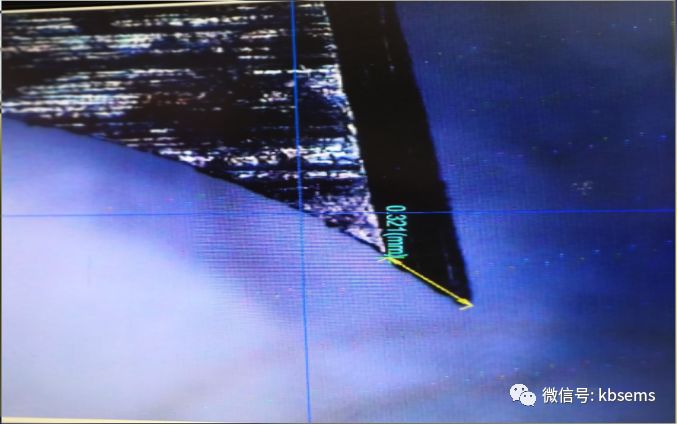
图13 锰钢刀刀尖宽度

图14 刀与焊盘接触性能示意图
五孔钨钢刀结构设计由于新设计的五孔钨钢刀的刀尖宽度为50-80μm,比常规刀更锋利。刀尖与焊盘接触的面积减小了半时压力会增加数倍,为减轻焊盘的针印,在刀座注塑部位设计5个孔让刀身更具柔性特征去缓冲减小针尖的压力,让针尖与焊盘有更轻的接触性能。经10X确认,测试针与焊盘接触的测试针印满足行业品质标准要求。
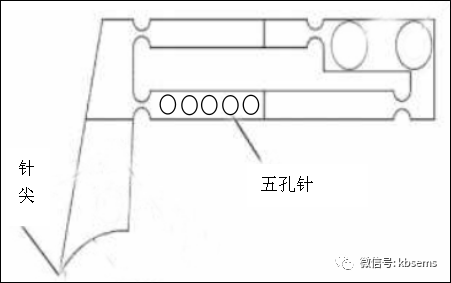
图15 五孔钨钢刀结构
飞针刀制作先制作钨钢刀的刀身,然后对刀身表面进行开锋二次加工,然后与注塑成型的五孔刀体压接在一起并安装金属信号线使整个飞针刀呈一体结构(如下图)。

图16 新5孔钨钢飞针刀
飞针刀的使用情况
安装在设备上试用发现刀身变软,主要原因为高温打磨钨钢刀表面时使其性能下降,统计使用寿命约为130万次。
只对飞针刀的刀尖进行打磨,经试用2个月寿命为500万次左右出现弯曲现象,用1500#的纱纸沾水打磨后继续使用至700万次针尖面积变大至100μm以上。

图17 针尖打磨
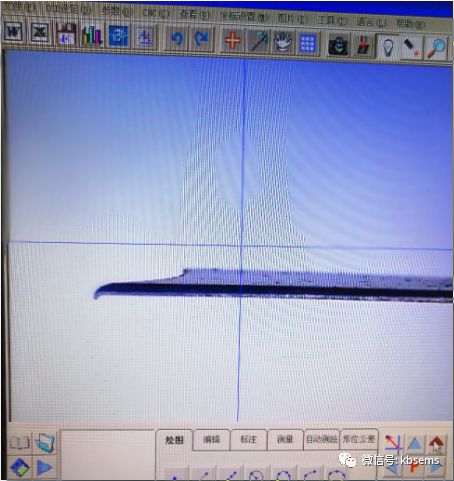
图18 二次元放大可看到针尖弯曲变型
实验数据
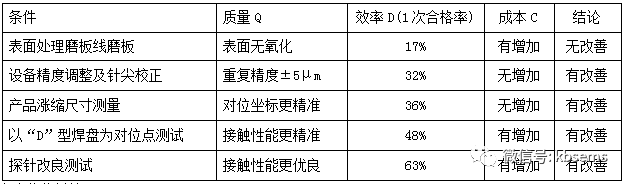
表9 电测工艺技术提升数据表
方案优化总结

表10 方案优化总结数据表
最优方案实验实验方案

表11 最优方案实验方案
实验设计A、工程设计:外层成铜厚度为35μm且客户要求阻焊开窗与焊盘等大的产品,线路菲林单边加大50μm,阻焊菲林单边加大25μm制作线路与阻焊菲林文件;
B、层压:制作首板,调整预补偿值后压合,确保产品涨缩与客户资料的精确性;
C、线路:LDI制作;确保线路焊盘精度。
D、阻焊:与线路同一台LDI制作,确保涨缩的一致性与阻焊开窗对位精度;
E、电测:
小批量采用飞针测试,选用针尖直径为50-80μm的测试针,选用精度最高的飞针机或新机作校正,安装测试针后再做针尖校正;测试资料先依据板的涨缩系数进行调整,并用调整后的资料制作测试文件;对位点选择工作板内对角的“D”字型异型焊盘,进一步确保对位精度。
通用测试时,需选择比测量“D”字型焊盘尺寸能力小50μm的通用机夹具,钻孔文件及测试资料先依据板的涨缩系数进行调整,并用调整后的资料制作夹具的钻孔及测试文件。如有CCD对位系统的设备,CCD对位点应选择“D”字型焊盘,以提升对位精度。
实验数据

表12 最优方案实验数据总结
实验总结A、阻焊开窗大小的控制:在工程设计端,依据外层铜厚及生产企业设备的工艺能力对焊盘尺寸进行补偿,确保焊盘大小与阻焊开窗的大小一致,本次实验“D”字型焊盘最小偏差达到13μm;
B、“D”字型异型焊盘PCB制作精度的控制
C、电测工艺能力及测试流程的控制
样板订单:
选择飞针机测试时首先需要选择精度最高的设备,并对测试针经过特殊处理让针尖与焊盘有更优良的接触性能,然后对设备的精度及测试针的对准度进行校正,确保设备处于最佳状态。测量被测产品的涨缩并依据涨缩值调整测试资料,让被测焊盘的资料坐标与实物板上焊盘的坐标能精准重合,对于哑黑油产品,需要不定期清洁针尖油墨,让针与焊盘接触更精良。
批量订单:
在设备常规焊盘侦测能力的基础上再增加50μm计算采用的夹具密度,夹具及测试资料采用实物板测量涨缩。CCD对位的设备需要将对位点设计为“D”字型异型焊盘,以提升对位精度。
4.8 其它焊盘与阻焊开窗等大的PCB产品

图19 其它焊盘与阻焊开窗等大的“D”字型异型焊盘PCB产品展示
结论焊盘与阻焊开窗等大的PCB产品已经发展了一段时间,常规为有规则的方型或圆型,客户都允许焊盘比阻焊开窗大、允许阻焊有一定的偏差,在工艺上不需要作精确管控即可满足客户要求。对于客户要求焊盘与阻焊开窗等大的不规则的“D”字型或其它形状焊盘的制作工艺,对PCB加工能力及各工序的设备及对位系统都是一种挑战,在线路及阻焊只能采用LDI对位、曝光仍有一定的偏差,但对改善焊盘的可接触电性能提升电测生产效率,增强焊盘的可焊接性能改善品质起着至关重要的作用,随着后期阻焊喷印等高精设备的研发与应用,会对此类产品焊盘尺寸精度控制有更进一步的改善效果。文章主要针对焊盘与阻焊开窗等大的“D”字型异型PCB样品进行分析,并提出了几点建议供各位参考,为完善“D”字型异型PCB产品的工艺制程尽一份力。
参考文献
[1] 林金堵、梁志立、陈培良. 现代印制电路先进技术. 中国印制电路行业协会CPCA及印制电路信息杂志社 PCI 发行
[2] LG PCB. LG Electronics Inc. Brief Introduction
[3] IPC 9252.
[4] IPC 600H.

聂兴培
14年印制电路板相关工作经验
金百泽制造工程部工艺工程师

 分享
分享
图片新闻








最新活动更多
-
即日-3.21立即报名 >> 【深圳 IEAE】2025 消费新场景创新与实践论坛
-
即日-3.25立即报名 >>> 【在线会议】医疗设备的无线共存、高速数字与射频测试
-
3月27日立即报名>> 【工程师系列】汽车电子技术在线大会
-
即日-3.31立即报名>>> 【在线会议】AI加速卡中村田元器件产品的技术创新探讨
-
4月1日立即下载>> 【村田汽车】汽车E/E架构革新中,新智能座舱挑战的解决方案
-
4日10日立即报名>> OFweek 2025(第十四届)中国机器人产业大会
推荐专题







发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论