







4日10日 OFweek 2025(第十四届)中国机器人产业大会
立即报名 >>>
7.30-8.1 全数会2025(第六届)机器人及智能工厂展
火热报名中>>
理想焊点的质量模型及其影响因素有哪些
一、 软钎接焊点对电子系统可靠性的贡献
在整个电子产品的装联工艺过程中,“软焊接”的权重可达60%以上,它对电子产品的整体质量和可靠性有着特殊的意义。
软钎接是影响电子产品制造质量的主要根源
(1)电子产品制造的所有质量问题中,由焊接不良造成的可高达80%。
(2)现代高密度电子产品互连质量问题中,由焊接不良导致的甚至进一步上升到90%以上。
(3)随着元器件封装的微细化,μBGA、CSP、FCOB、0201、01005、EMI等微小型元器件在工业中的大量应用,“微焊接”技术在高密度组装中发挥着越来越大的作用。由于焊点的微细化,人手不可能直接接近,肉眼也无法直接看到,故此“微焊接”技术基本上属于一种“无检查工艺”。在这样的条件下,焊接接合部的缺陷必然将成为电子产品在制造中质量不良的最主要形式。
二、理想焊点接续界面的质量模型
在电子装联行业中,什么样的焊点是好焊点?什么样的焊点是不良焊点?直到目前为止,人们都还只能停留在依靠观感来进行判断的层面。然而面对目前大量出现的微小型化的新型封装所带来的焊点微细化,传统焊点的质量检测方法已经失去其作用和价值。“微焊接技术”为我们揭示了一个全新的发展途径。然而在全面引入“微焊接技术”的理念之前,我们必须先要解决“微焊点”的质量模型问题,否则其他的一切相关工作都将无的放矢,甚至有可能误入歧途。
“微焊接技术”的核心是微焊接工艺设计的思维方法,所谓“微焊接工艺设计”,就是用计算机模拟焊接接合部的可靠性设计,从而获得实际生产线的可靠性管理措施和控制项目,对生产线可能发生的不良现象进行预测,找到不良现象发生的原因。日本学者菅沼克昭从可靠性观点出发归纳出了理想焊点接续界面的质量模型,如图1所示。
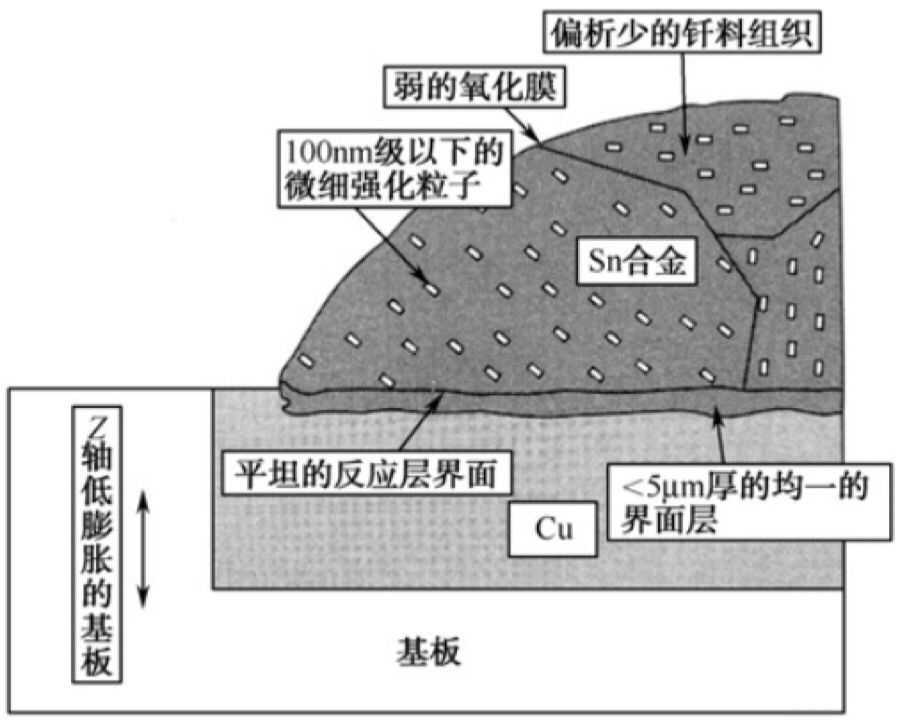 图1 从可靠性观点看理想接续界面的质量要求
图1 从可靠性观点看理想接续界面的质量要求
图1中为我们揭示了理想界面组织应具备的条件(界面理论研究的领域)是:(1)所用PCB基板具有最小的Z轴(厚度)方向的CTE;(2)平坦且厚度<5μm的界面合金(IMC)层;(3)钎料体内均匀地分布着粒度<100nm的微细强化粒子;(4)钎料体的钎料组织内不存在或极少存在偏析金属相;(5)钎料体内晶相间和焊点表面存在弱的氧化膜。
三、构成理想焊点质量模型的主要条件分析
1.低的基板Z轴方向的CTE值Z-CTE太大是导致各类多层PCB爆板的主要原因。当温度升高时,Z-CTE随之增大,使得层压基材内各层间受到一个膨胀应力。一旦该应力大于玻璃纤维与黏合树脂的亲和力,层压基板便沿厚度方向发生胀裂而形成爆板失效,如图2所示。

图2 多层PCB的爆板
特别是在无铅焊接的更高焊接温度下,若Z-CTE过大,还将使PCB基板内层沿Z向的互连导线,如PTH孔壁、埋孔或盲孔的连接部受到一个很大的拉伸力,有可能使得其孔壁或互连部拉裂而导致层压板结构的完整性遭到破坏,如图3所示。
 图3 内层互连导线断裂
图3 内层互连导线断裂
2.平整且厚度合适的均匀IMC层(1)连续而平整的IMC层。连续而平整的IMC层如图4所示。
 图4 连续而平整的IMC层
图4 连续而平整的IMC层
(2)厚度合适(<5μm)的IMC层。① 生长过厚的合金层将影响焊点的机电性能。德国ERSA研究所的研究表明,生成的金属间化合物厚度在4μm以下时,对焊点机械强度影响不大。
IMC的厚度随母材镀层不同有不同的要求,根据工业实践数据统计,最适宜的厚度如下:
Cu-Sn合金层的厚度通常应控制在2~4μm为宜;
Ni-Sn 合金层的厚度通常应控制在1~2μm为好。② 过厚的IMC是导致焊点可靠性下降的原因。由于金属间化合物一般是既硬而脆的,它的形成是导致焊接接头部疲劳强度、弯曲强度等机械性能以及导电性和耐腐蚀性下降的原因。特别是对微小焊接点来说,合金层的增厚会使合金层在焊点中的比例增大,这对焊点的连接可靠性是非常不利的。(3)影响IMC生长的因素。
纯Sn在265℃液态下与Cu生成的IMC,1min就能达到1.25μm的厚度。与上相反,如果温度过低,会导致焊点过冷,因而生成的IMC太薄,焊点机械强度不够,形成冷焊点。
合金层的生长速度一般服从于扩散定律,即一方面和加热时间的平方根成比例,另一方面也和受加热温度影响的扩散系数的平方根成正比。
合金层的生长通常随钎料中Sn的浓度的增大和环境温度的增高而变厚,所形成的IMC层包括η相(Cu6Sn5)、ε相(Cu3Sn)、δ相、γ相(Cu31Sn8),由于反应温度的不同而形成的IMC也是不同的。
熔融Sn和固体Cu在不同温度下反应形成的合金层的种类和厚度的关系如图5所示。

图5 熔融Sn和Cu在不同温度下反应形成的合金层的种类和厚度的关系
(4)抑制IMC过度生长的措施。
合金层的生长受扩散作用支配,由于扩散是温度的函数,因此,为了抑制IMC层的过分生长,控制好焊接温度不能过高是非常重要的。
上面已讨论到IMC生成的厚度(W)与加热时间(t)的平方根成正比,显然,控制加热的时间(t),也是控制IMC不致过厚的重要因素。
IMC生长的厚度与再流焊接后冷却速率关系密切,因此,增大从峰值温度→150℃区间的冷却速率,可有效地抑制IMC层厚度的增长。
3. 界面体内粒度小于100nm的微细强化粒子受焊接后冷却速率的影响。近些年来,随着无铅制程的推广应用,人们在焊点可靠性实践中,不断发现焊接后特别是无铅再流焊接后,冷却速率对焊点内晶粒粗细的影响很大,进而明显影响焊点的可靠性。实践案例的积累表明,提高冷却速率易于使焊点获得强化的微细晶粒结构;而降低冷却速率,便会导致焊点内晶粒粗化,如图6所示,从而使焊点可靠性劣化。

图6不同的SAC合金组织成分随冷却速率变化的影响
形成焊点的钎料组织中晶粒的粗细对焊点的机、电性能有较大的影响。例如:(1)SnPb系合金。上面讨论的SnPb系中的3种组分:Sn37Pb、Sn40Pb、Sn50Pb的机、电综合性能比较如表1所示。表1

由上述分析可知,焊点内的晶粒度:Sn37Pb<Sn40Pb<Sn50Pb;比较表1可知,焊点的机、电性能:Sn37Pb>Sn40Pb>Sn50Pb。由于共晶成分的钎料晶粒最细,而机、电综合性能又最高,这就是在工程应用上要尽量选用共晶成分的钎料合金的原因之一。
避免晶粒粗大化的主要措施是:
尽可能选择共晶组分或靠近共晶组分的钎料合金;
选择合适的焊接温度,避免过热;
避免过长的焊接加热时间;
提高焊后的冷却速率,特别是无铅制程情况下;
在焊接时要尽量避免非钎料成分中的其他金属元素溶入钎料中。
4 偏析少的钎料组织偏析对焊点可靠性的影响
(1)偏析少的微细强化相均匀分布的钎料结晶组织是人们所追求的。而由于偏析等形成的脆性相,即使在低应力下也会成为破坏的起点。
(2)ENIG Ni/Au镀层在再流过程中Au层会溶解于钎料中,因为界面上形成的AuSn4层是相邻于富Pb区域的,热循环试验中,可识别出元器件和PCB焊盘界面间的AuSn4合金层,建立在相邻于该层的局部Sn耗尽区域(富Pb区)的界面是不牢固的。缺陷有可能快速蔓延,并沿着AuSn4金属化合物产生断裂。
(3)富P层是脆弱的,而且每每随着Ni3Sn2(或Ni2SnP)层的生成,在其上要形成许多空隙(龟裂),并且这些空隙沿富P层内纵向延伸形成龟裂,如图7所示。由于这些和界面并列的空隙或富P层内的纵向裂纹而导致了焊点强度的劣化。
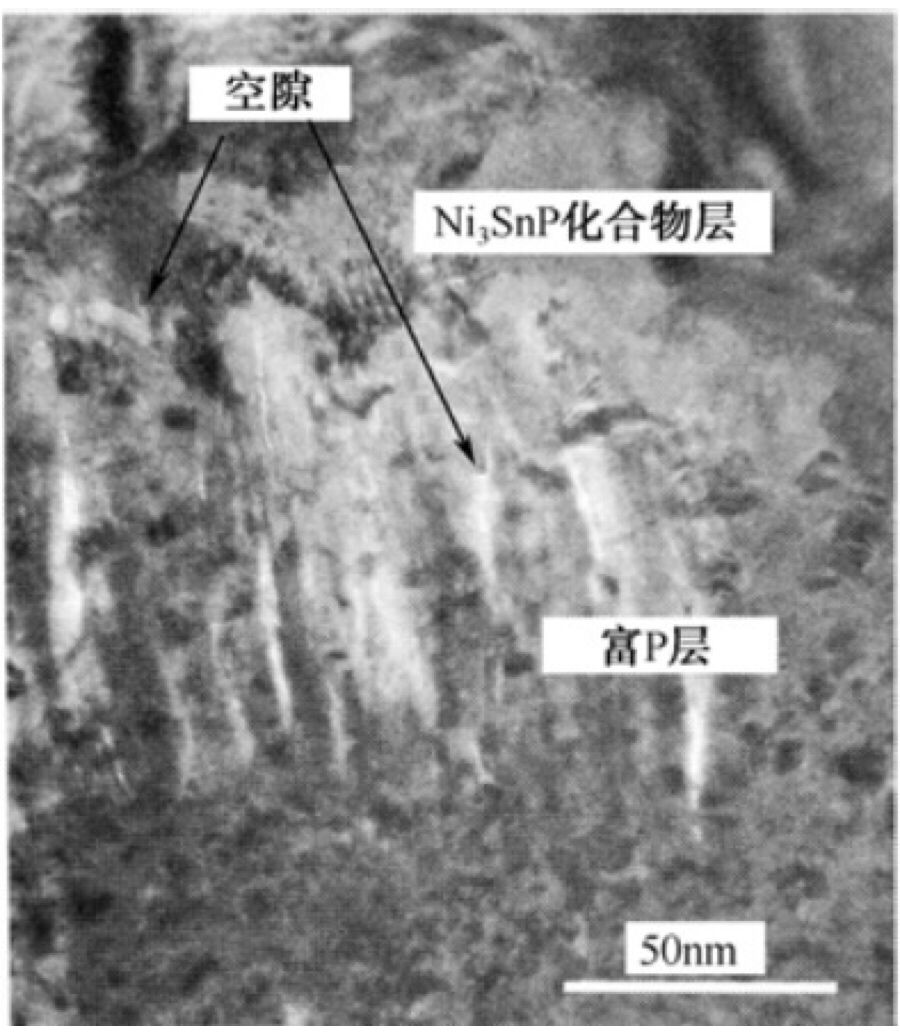 图7 Ni(P)镀层和Sn37Pb钎料焊接的界面生成的裂纹
图7 Ni(P)镀层和Sn37Pb钎料焊接的界面生成的裂纹
(4)抑制焊点出现偏析的措施
无铅焊接时一定要预防Pb污染;
控制好焊接温度,避免过热;
控制好加热时间,避免过长;
采用含Cu的钎料可以有效地抑制Ni(P)镀层焊接时富P层的厚度。
5.弱的氧化膜典型的SnPb钎料合金状态图如图8所示。在图中的O点,液态钎料沿着虚线箭头方向冷却变成固体的过程为:首先,液体缓慢地冷却到达共晶点温度(183℃),如图8中的E点。于是,在液态合金中同时生成由B点和D点两种组分的固溶相。在B点是2.5%的Pb向Sn中固溶而形成β相(β-Sn),而D点则是19.2%的Sn向Pb中固溶形成α相(α-Pb)。它们相互交替重叠形成相邻的层状微细组织,这种层状微细组织正是共晶合金的特征,也称为片晶状组织,如图9所示。
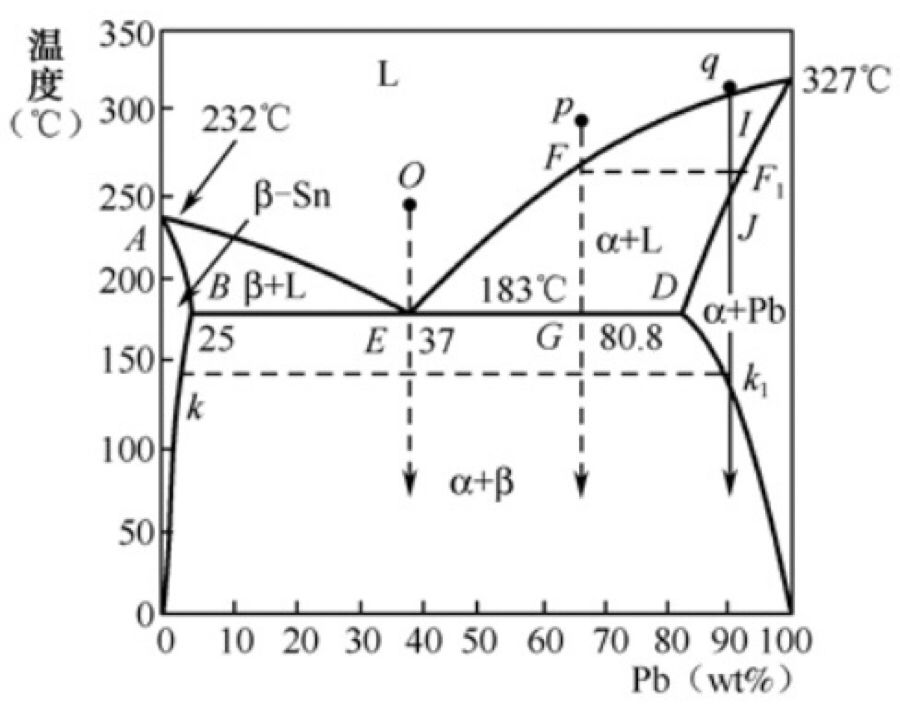 图8 SnPb钎料合金状态图?
图8 SnPb钎料合金状态图?
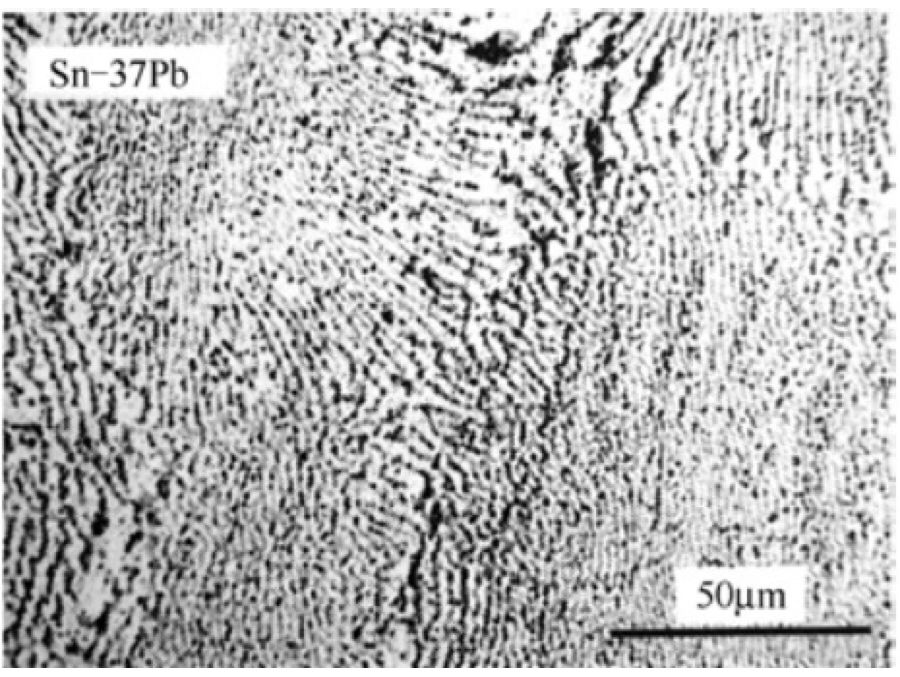 图9 典型的Sn37Pb钎料的组织
图9 典型的Sn37Pb钎料的组织
然而,对偏离共晶组分的p点,从300℃开始缓慢冷却,抵达液相线上的F点(约270℃),在液态钎料溶液中生成的固体就像在大海中的岛屿。其组成从F点向右沿横线延伸到F1点,即在Pb中溶入微量的Sn而生成片状的α-Pb相初晶(初始出现的固相)。当温度继续降低时,α相缓慢成长,不久便到达固相线的G点,在这里残余的液体也同时固化。对应p点最后凝固后的组分是:由D点的α相(在Pb中溶入了19.2%的Sn)和B点的β相(在Sn溶入了2.5%微量的Pb)共同构成微细的共晶组织。由于初始出现的α相的组织比较粗大,故在最终凝固的共晶微组织中,Pb的含量在合金成分中是较低的(37%)。
图8中的q点是含量为90wt%的高温钎料合金,其冷却过程是:从320℃(I点)开始冷却,在液态钎料溶液中首先出现α的固体粒子。随着温度缓慢下降,α相不断增大,到了J点(约240℃)钎料全部转变为α的均质固体。当温度继续降至140℃(k1点)时,再由此析出由k点(k1点沿水平虚线延伸)所对应成分的β-Sn,即随温度的降低在固体的α-Pb中溶入Sn已不可能,只能在α相中形成其他的结晶微粒。不同的SnPb合金成分从熔融状态凝固后的组织状态如图10所示。弱的氧化膜就是指在结晶晶粒界面之间,不能存在明显的氧化现象。
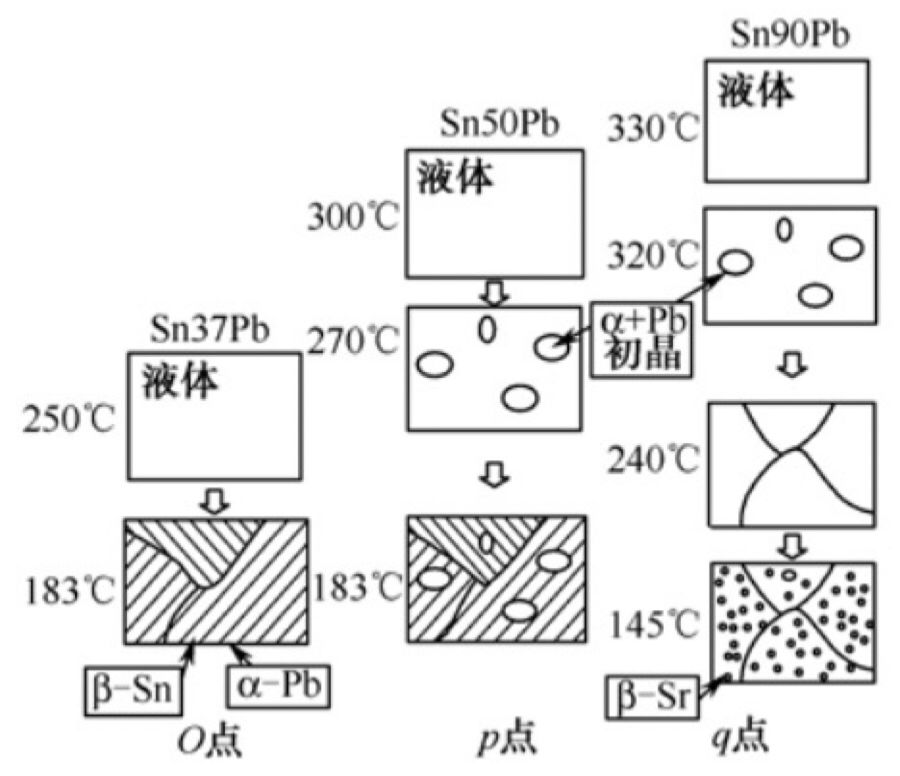 图10 不同的SnPb合金成分
图10 不同的SnPb合金成分
从熔融状态凝固后的组织状态根据樊融融编著的现代电子装联工艺可靠性改编。

 分享
分享

图片新闻








技术文库
最新活动更多
-
3月27日立即报名>> 【工程师系列】汽车电子技术在线大会
-
4月1日立即下载>> 【村田汽车】汽车E/E架构革新中,新智能座舱挑战的解决方案
-
4日10日立即报名>> OFweek 2025(第十四届)中国机器人产业大会
-
即日-4.22立即报名>> 【在线会议】汽车腐蚀及防护的多物理场仿真
-
4月23日立即报名>> 【在线会议】研华嵌入式核心优势,以Edge AI驱动机器视觉升级
-
4月25日立即报名>> 【线下论坛】新唐科技2025新品发布会
推荐专题











发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论