







7.30-8.1 全数会2025(第六届)机器人及智能工厂展
火热报名中>>
一文了解HIC失效模式和失效机理
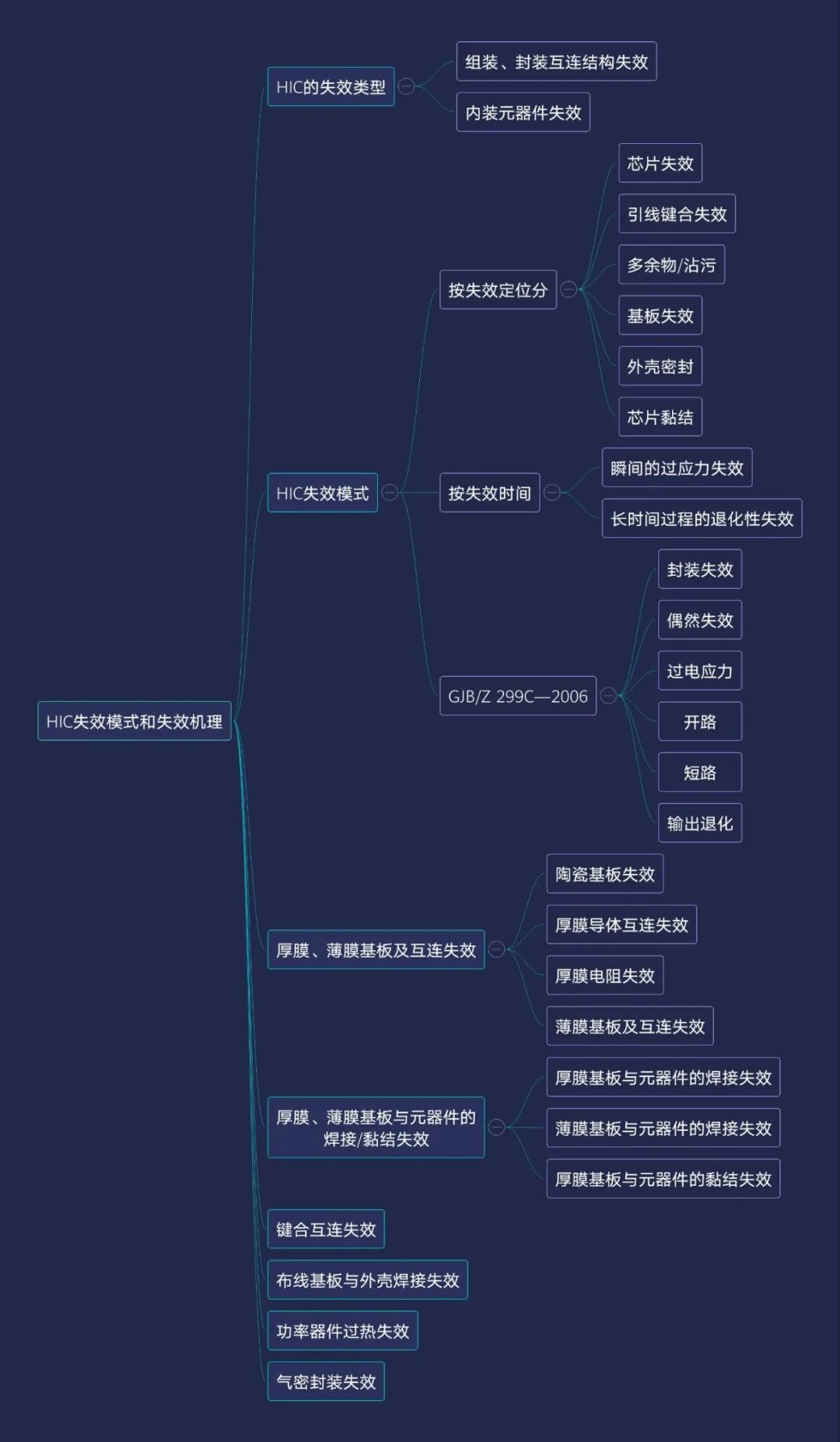
混合集成电路(HIC)的主要失效模式包括厚薄布线基板及互连失效、元器件与布线基板焊接/黏结失效、内引线键合失效、基板与金属外壳焊接失效、气密封装失效和功率电路过热失效等。
一、HIC的失效类型
混合集成电路的失效,从产品结构上划分失效主要分为两大类:组装、封装互连结构失效、内装元器件失效。其中,组装互连结构是指电路中元器件与基板之间形成的电连接互连点和互连线;封装互连结构是指电路整个的封装体,包括气密性金属壳封装、塑封;内装元器件是指功能电路中所有的有源器件和无源元件。
由GJB/Z 299C—2006《电子设备可靠性预计手册》统计的混合集成电路主要失效模式分为封装失效(30.8%)、偶然失效(23.3%)、过电应力(14.2%)、开路(13.1%)、输出退化(9.3%)、短路(9.3%)。
若从失效定位区分,失效模式分为芯片失效(31%)、引线键合失效(23%)、多余物/沾污(22%)、基板失效(9%)、外壳密封(6%)、芯片黏结(2%)、其他(7%)。
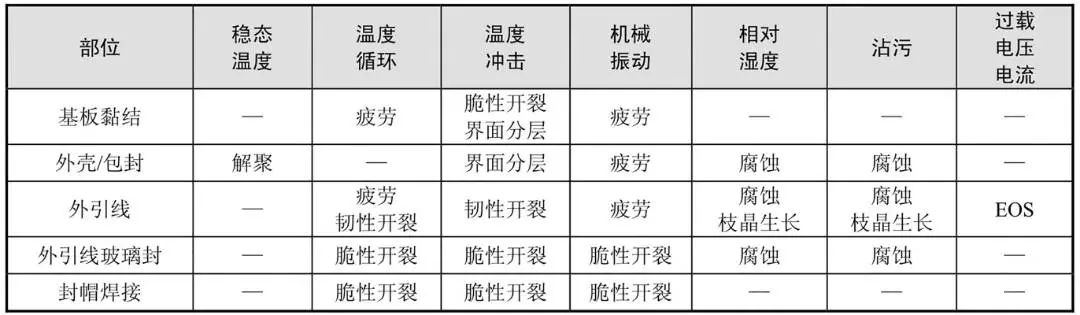
以失效时间长短来界定混合集成电路表现的失效模式可归类为两种:瞬间的过应力失效和长时间过程的退化性失效,这两种失效分别与四种载荷应力相关—温度应力、机械应力、湿度应力和电应力。混合集成电路失效机理及四种相关载荷见表1。在不同的外部载荷下,混合集成电路的不同部位有可能发生不同的失效机理,相关的失效部位、失效机理及载荷见表2。
表1 混合集成电路失效机理及四种相关载荷
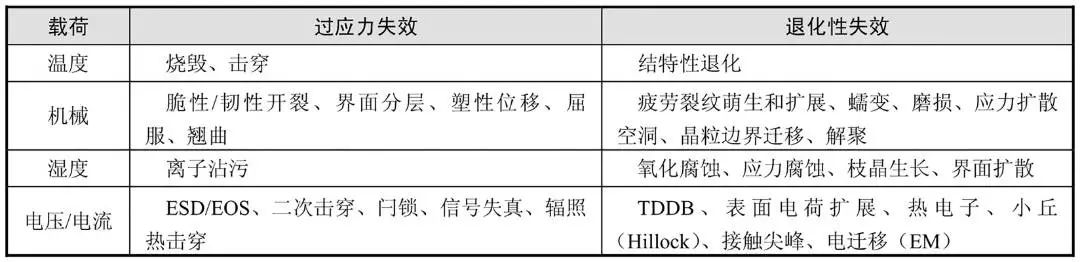
表2 混合集成电路失效部位、失效机理及载荷

二、厚膜、薄膜基板及互连失效
作为混合集成电路内部承载元器件并保证其功能电互连的厚膜、薄膜成膜基板,其失效约占混合集成电路总失效的9%,包括机械损伤失效和电气性能失效。
1.陶瓷基板失效
陶瓷基板的主要失效模式为基板开裂,原因是外部作用应力大于陶瓷基板固有的抗拉强度或因为陶瓷基板存在潜在缺陷而降低了基板抗开裂的能力。导致基板开裂的作用应力可能为机械冲击力和温变应力。产生这些作用应力的原因可能是产品跌落产生的机械冲击力、锡焊操作带来的热冲击、基板翘曲不平引起的额外应力、基板与金属外壳和黏结料之间热失配产生的横向拉伸应力、基板内部缺陷造成的机械应力或热应力集中、基板钻孔和基板切割局部微裂造成的潜在损伤等。基板的热膨胀系数应与表面的厚膜元件材料和表贴元器件相接近,否则在变化温度作用下,由于热膨胀系数失配,易造成膜元件和表贴元器件的开裂,也可能对厚膜电阻的温度系数带来很大影响。
2.厚膜导体互连失效
厚膜导体互连的主要失效模式有因金属厚膜与基板附着不良而导致脱落、金属厚膜间发生电化学迁移短路以及与焊料结合的金属厚膜开裂断路。其失效机理及原因包括:
(1)由于陶瓷基板表面的有机残留或玻璃相过多,导致厚膜导体层附着力下降甚至脱落。
(2)覆盖了Pb-Sn焊料的Pd-Ag导体,经130℃长时间作用后,由于锡元素大量向导体扩散形成锡合金,造成厚膜导体与基板间的附着力下降。
(3)含银类厚膜导体容易发生银离子迁移,造成相邻导体间短路。如厚膜Pd-Ag、Pt-Ag导体,在潮气和外加电场作用下,银离子通过潮气层迁移,形成枝晶状迁移物,使相邻导体之间绝缘电阻下降、漏电流增加,甚至发生短路、电弧现象。
(4)Pd-Ag导体与片式元件用Pb-Sn焊料焊接后,在温度循环试验后,Pd-Ag导体在焊点尾部出现纵向开裂,其机理是Pb-Sn焊料中的锡元素大量向Pd-Ag导体扩散,形成较脆性的Ag2Sn金属间化合物,导致厚膜导体在温循应力下断裂。
3.厚膜电阻失效
厚膜电阻器的主要失效模式为参数漂移和参数不稳定,其失效机理及原因包括:
(1)Pd-Ag电阻器在湿热环境下由于化学成分的变化导致其阻值不稳定,阻值增加的原因与Pd、Ag元素被氧化有关,阻值减少的原因与Ag被还原有关。
(2)Pd-Ag电阻器直接暴露于氢气中参数不稳定,在工艺过程中封装材料环氧树脂、黏合剂、焊剂可能释放氢气,若厚膜电阻表面保护层玻璃釉不良,则会触及氢气,导致参数发生变化。
(3)厚膜电阻在界面应力作用下导致开裂,应力来源于电阻膜与其保护玻璃釉膜界面之间的应力失配或灌封电路树脂固封时热胀冷缩对电阻膜产生的机械应力。
(4)激光调阻引入的缺陷,造成阻值不稳定。
(5)高压脉冲使用情况下,厚膜电阻产生很大的阻值变化,一方面原因是厚膜中导体金属与玻璃之间、导体金属颗粒之间存在不完全浸润,另一方面原因是高压脉冲击穿局部膜层中的玻璃相引起电阻等效网络的阻值变化。
4.薄膜基板及互连失效
薄膜导体的主要失效模式是开路和导体之间短路,其失效机理及原因包括:
(1)电化学腐蚀,薄膜金属与环境介质带来的其他离子发生化学反应形成金属化合物,损坏薄膜金属的完整性。
(2)薄膜金属发生电迁移导致布线烧毁,由于电迁移效应将使金属阳极附近出现迁移原子堆集,而在金属阴极附近形成空隙,造成薄膜金属的严重破坏、局部电流密度增大,甚至过热烧毁。
(3)Cr/Cu/Au薄膜导体与Pb-Sn焊料结合后,存在污染和出现水汽的条件,会出现明显Pd-Ag枝晶状迁移物或大面积的Cu迁移物,元素迁移与C、O、Cl、S沾污元素有关,也与相邻导体间电位差有关。
(4)薄膜电容器的ESD损伤,相同工作电压下薄膜电容容量小的比容量大的对ESD更敏感;而相同容量的薄膜电容器工作电压高的比工作电压低的对ESD更敏感;薄膜电路ESD测试中,薄膜电容器的ESD最为敏感。
(5)SiO2薄膜电容器失效,薄膜电容器下电极边缘“台阶”处电场畸变,且“台阶”处电介质膜层较薄,容易在“台阶”处发生介质击穿,导致电容短路。
三、厚膜、薄膜基板与元器件的焊接/黏结失效
1.厚膜基板与元器件的焊接失效[4]
混合集成电路内装元器件与厚膜基板的焊接,是实现电路功能的重要互连部位。与厚膜基板焊接的元器件主要有片式元件和半导体芯片。焊接结构的主要失效模式有元器件脱落、片式元件/芯片开裂和因焊接缺陷导致的散热不良。失效机理及原因包括:
(1)Pb-Sn焊组装中,含金类厚膜导体溶解在焊料中容易形成Au-Pb-Sn金属间化合物,有可能使基板与元器件的焊接互连强度下降。
(2)厚膜基板氧化或烧结不当引起表面玻璃釉堆集,造成厚膜基板可焊性不良,元器件焊接强度下降。
(3)Pb-Sn焊料、Au-Pt-Pd厚膜基板结构,焊料与厚膜基板间会形成金属间化合物(IMC)AuSn4、PtSn、PdSn,若长期工作在高温条件下,较为脆性的IMC层将继续生长加厚,导致芯片抗温度循环能力下降,甚至开裂。
(4)表贴片式电容器端电极开裂,典型的片式电容器有三种端电极结构:Ag、Pd-Ag、Pd-Ag/Ni/Pb-Sn,若端电极焊点为凸状外形,则焊点边缘应力高度集中,温度冲击下电容由端头破裂延伸至瓷体内部而开裂。
(5)功率芯片烧结缺陷导致热击穿烧毁,其原因包括芯片烧结面积不足、存在空洞,影响了芯片焊接强度,在高温应力作用下,空洞缺陷引起焊接界面裂纹、热阻增加,导致功率芯片热性能退化、焊接强度下降;另外,芯片背面金属化可烧结性差,难以形成良好的欧姆接触,如衬底Cr-Ni-Au的芯片背面Ni阻挡层和Au层结构的设计不合理,是影响芯片Si材料与焊料Au互扩散和共熔的主要因素,不能形成良好的AuSi共晶焊接层。
2.薄膜基板与元器件的焊接失效
传统的薄膜基板采用Ni-Cr/Au金属化膜,若采用锡焊工艺,当温度控制稍高或时间稍长时,薄膜表层金镀层极易溶于焊锡,并暴露出与锡不浸润的Ni-Cr层从而导致焊接失效。即使焊接好的基板也会在高温使用过程中,因Au-Sn继续互溶而使可靠性降低。改进方法是在Ni-Cr/Au金属化膜的基础上镀Ni/Sn-Bi、Ni-Cr/Au/Ni/Sn-Bi多层结构,化学镀Ni层作为焊接的中间阻挡层,表面金属Sn-Bi合金电镀层作为焊接层。
3.厚膜基板与元器件的黏结失效
厚膜基板与元器件的黏结采用两种功能的有机胶:固定用有机胶、导电用有机胶。主要失效模式为由元器件脱落、开裂和黏结材料老化引起的芯片电参数漂移。失效机理及原因包括:
(1)采用环氧银导电胶黏结小功率芯片,经125℃/1000h老化后,常表现的失效模式是芯片脱落或晶体管芯片的饱和压降VCES增大,主要原因是配方不当,导电胶偏少,致使黏结的物理机械性能差;烘干固化速度太快,氧化银未充分还原,聚合树脂未能很好固化反应;封装内部的有害残余气体在高温下使导电胶加速老化,导致接触电阻增大。
(2)在高温贮存条件下,导电胶的黏结强度随时间而降低,导电胶中黏合剂的热老化是导致导电胶黏结强度降低的主要原因。
四、键合互连失效
混合集成电路的内引线键合主要有双金属键合和单一金属键合两种形式,其失效模式为键合拉力下降和键合点脱开。键合失效在混合集成电路失效中占比23%,其失效类型及机理有:
(1)Au/Al键合界面退化,铝丝与厚膜金导体键合,在高温条件下Au/Al键合界面发生严重退化,导致键合拉力下降。
(2)Au/Cu键合界面退化,铜丝与镀金引线框架键合或者金丝与铜引线框架键合,在200~300℃温度下,界面形成柔韧的金属间化合物Cu3Au、AuCu和Au3Cu[5],界面出现Kirkendall空洞,长时间后导致键合强度下降。
(3)Cu/Al键合界面退化,铜丝与芯片铝键合,在100~500℃温度下,界面通过相互扩散生成金属间化合物CuA12、CuAl、Cu9A14,但不会生成Kirkendall空洞,由于CuA12的脆性,导致剪切强度明显下降,并且铜丝还存在容易氧化的问题。
(4)Al/Ag键合界面退化,铝丝与镀银引线框架键合,一般温度下,Al/Ag键合相互扩散和退化明显,易生成多种复杂金相结构;在175℃以上,若不使用Al/Ag键合,容易因金属间化合物加速生长而生成Kirkendall空洞,同时银表面极易被氧化。
五、布线基板与外壳焊接失效
布线基板与外壳焊接的失效模式主要是附着强度下降,其失效机理及原因有:
(1)由于基板焊接结构设计和工艺控制不当,引起焊接浸析导致基板附着力下降,原因是基板背面金属化层过薄、焊接温度过高、再流焊次数过多。
(2)因焊料选择不当,影响了基板焊接的附着强度和长期可靠性,原因是在基板与镀Au外壳间的焊接中使用了含In的焊料(Pb-In)。
六、功率器件过热失效
当器件的工作温度超出规定的结温上限时,出现器件失效或参数超差,称为过热失效,典型电子元器件的最高允许结温TJM和额定功率壳温上限(额定功率下的最高允许温度)TS/TN见表3。因此必须保证元器件工作在最高允许结温TJM和额定功率壳温TS/TN以下,这是功率元器件过热控制设计的基本原则。可通过选择适当的黏结材料、基板、外壳控制散热带来的问题。
器件芯片的最高允许结温为TJM,对于硅芯片TJM=175℃,对于锗芯片TJM=80。一旦器件芯片的结温超过TJM,则芯片会出现参数漂移甚至烧毁。在器件功率和外壳温度一定的情况下,影响器件结温的主要因素是封装热阻,主要表现在三个方面:热流路径上的封装结构尺寸、封装材料的热传导系数和热流路径上的焊接/黏结界面热阻。
表3 典型电子元器件的最高允许结温TJM和额定功率壳温上限TS/TN

七、气密封装失效
气密性封装按材料可分为金属气密性封装和陶瓷金属气密性封装两种形式。气密性封装的失效模式为水汽超标,即水汽含量超过了标准要求(GJB 548规定水汽含量<5000×10^-6)。气密性封装内部水汽超标的来源一般有三个:腔体内各部分材料表面和内部吸附的水汽随温度变化而解吸;封盖操作时封口气氛中的水汽;外壳漏气部位渗入水汽。
混合集成电路在老化后内部水汽超标导致漏电增加。研究发现封装后的混合集成电路经125℃老化试验后,助焊剂热退化会产生超量的水汽,除了水汽外,气体分析还检测出二氧化碳、异丙醇、甲醇。漏电流是基板表面带有残余助焊剂的布线导体之间出现金属迁移的结果。
气密性封装中常采用低熔玻璃进行陶瓷熔封封装,由于陶瓷材料在使用前呈粉末状,表面积很大,因此难免在加工中吸收一些潮气,尽管这些水分在封接前可以通过加热将其排除,但并不能彻底排除干净,容易在封接后残留在封装的空腔中,对芯片和其他部位造成腐蚀。
外引脚玻璃绝缘子破裂导致气密性封装失效。封接材料间的热膨胀系数差异是影响封接质量的关键;玻璃绝缘子中存在气泡,在热应力作用下,气泡处产生的应力集中导致裂纹萌生和迅速扩展;金属环、引脚玻璃封接界面缺少必要的晶间氧化层过渡或氧化层很薄,不能形成封接界面材料的相互浸润,降低了玻璃绝缘子的密封性和密封强度。可参考国外绝缘子结构,选用铁镍合金与铜封接,再选择膨胀系数较高的软玻璃,使中间引线与基座间形成分级封接,以降低封接应力,提高产品的封接质量。

 分享
分享

图片新闻








技术文库
最新活动更多
-
3月27日立即报名>> 【工程师系列】汽车电子技术在线大会
-
4月1日立即下载>> 【村田汽车】汽车E/E架构革新中,新智能座舱挑战的解决方案
-
4日10日立即报名>> OFweek 2025(第十四届)中国机器人产业大会
-
即日-4.22立即报名>> 【在线会议】汽车腐蚀及防护的多物理场仿真
-
4月23日立即报名>> 【在线会议】研华嵌入式核心优势,以Edge AI驱动机器视觉升级
-
4月25日立即报名>> 【线下论坛】新唐科技2025新品发布会
推荐专题




-
1 HBM4大战







发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论