







4日10日 OFweek 2025(第十四届)中国机器人产业大会
立即报名 >>>
7.30-8.1 全数会2025(第六届)机器人及智能工厂展
火热报名中>>
铜基板的小孔加工改善研究
随着大功率电子元件对PCB散热能力的要求越来越高,市场对金属基板的需求也是水涨船高,同时对铜基板产品也提出了更高的加工要求。尤其是钻孔方面,越来越多的铜基板要求钻0.5mm以下的通孔,若按常规钻孔方式加工极易出现断刀报废的情况。本文将通过对铜基板钻孔机理的研究,提出一些改善钻孔工艺的方案,从而提升铜基板小孔的加工良率。
铜基板钻孔加工的难点分析
由于客户对散热或制板的需求较为多样,市面上用于铜基板的铜材料也有多种,而不同种类的铜基板其硬度也不一样。目前主流的铜基板所用材料为铜含量较高的紫铜,紫铜的特点是塑性较好以及强度、硬度稍低,其散热性能是各类铜基板中最好的。从PCB钻孔加工的角度来看,铜块同时兼有“硬”和“软”两方面的特点[1]。一方面铜块比FR-4等有机材料或有机复合材料硬很多,钻刀加工时切削难度大大增加,容易磨损过度导致断刀;另一方面铜块具有一定塑性,钻孔过程可能会使铜屑粘附刀头,如下图1所示,容易出现切屑不良导致断刀。尤其当钻孔的刀径小于0.7mm时,能承受的横向切削力和轴向力都很有限,褪屑能力又很弱,这对钻孔的挑战非常大。
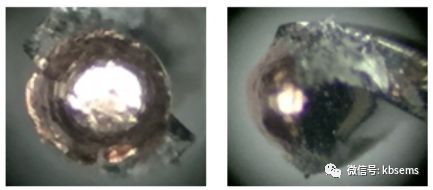
图1 钻头粘铜
钻头的选择
上述展示当前铜基板小孔加工过程中存在的几个主要问题:磨损大、易断刀、散热难。尽管这些问题令人头疼,但通过选择适当的钻头却能够有效地缓解这些状况,从而改善铜基板钻小孔的方方面面。
钻刀易磨损问题的解决方案
首先是磨损大的问题,从硬度的角度来看,铜块比常规的板材要硬得多,这就决定了同样的钻刀对这些材料加工,必然是硬的铜块对钻刀磨损较大。为了提升钻刀的寿命,这就需要强化钻刀的耐磨损性能。现有的高速钢或硬质合金钻刀,尽管硬度偏低,然而其材质强度已经很高,具有良好的机械加工性能。因此在提升耐磨度这方面,业界的普遍做法并非更换钻刀材质,而是在现有钻刀上增加涂层[2],从而达到提高刀具表面硬度、减小摩擦系数、降低切削温度的目的,硬质合金与各种涂层技术的硬度对比如下表1所示。
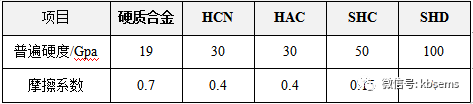
表1 硬质合金与各种涂层技术的技术对比
可见添加涂层的刀具其表面硬度有所提升,使得产品的耐磨性能也大大提升,而摩擦系数降低也有利于降低钻刀的工作温度,提升钻孔品质的稳定性。
钻刀易断刀问题的解决方案
其次是易断刀的问题,加工铜基板时由于铜屑不易切断,且小钻刀容屑空间小,排屑难,往往容易导致钻刀被积累的铜屑阻断。该问题可尝试对钻刀结构的优化来提升其排屑能力,从而减少钻刀被铜屑阻断的情况发生。钻刀的结构参数很多,涉及到钻尖角、螺旋角、钻芯厚度、芯厚倒锥度、钻头前角和后角、钻头横刃斜角等等。但考虑到同时优化所有的参数需要进行大量刀具制作及大量试验验证,这里选取两个对刀具加工影响最大的参数进行结构调整,即钻尖角和螺旋角,这两个参数的调整与影响如下表2所示。
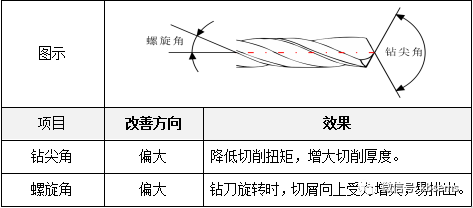
表2 钻尖角与螺旋角调整对刀具的影响
要注意的是对钻刀以上参数的调整幅度要合理,应确保钻刀加工的孔位精度以及刚性,钻尖角过大会造成钻头定心差,螺旋角过大则切削强度及散热能力也会降低。
钻刀难散热问题的解决方案
常规PCB钻孔设备用的是冷空气散热,但对铜基板钻孔而言这种散热方式的效率并不能满足。业界有不少厂商采用喷洒酒精冷却铜基板的方案来实施钻孔作业,然而操作起来还是比较麻烦的。实际上对铜基板可以适当地采用分步钻孔的方式来加工,如下图2所示。分步钻孔提供了较长的时间给钻头和板材散热,同时有助于及时把铜屑带出,避免钻头缠铜断刀。尽管这样的加工效率会低些,但提升钻孔散热能力可有效避免钻孔粘铜情况,不仅延长了钻刀寿命,也使钻孔质量得到了较好的保证,从而降低钻孔不良率。
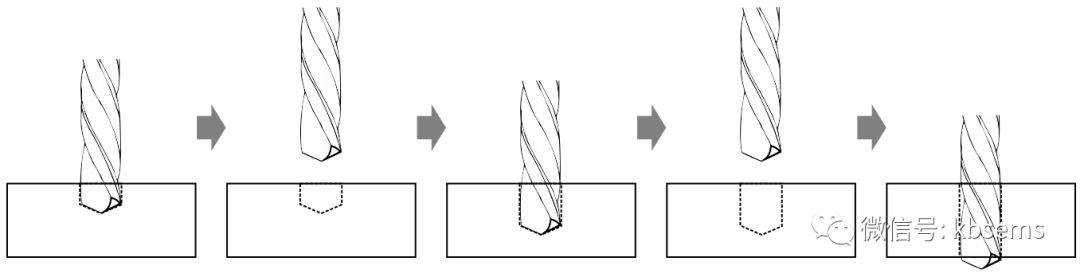
图2 分步钻孔示意图
铜基板钻孔参数的摸索
选择适当的刀具后,需要针对铜基的钻孔加工参数进行摸索,以检验钻孔效果能否满足要求。这里以0.5mm钻刀为例,对紫铜类铜基板加工,定制钻尖角145°,螺旋角40°的涂层钻刀,其余参数按常规设计,刀具如下图3所示。
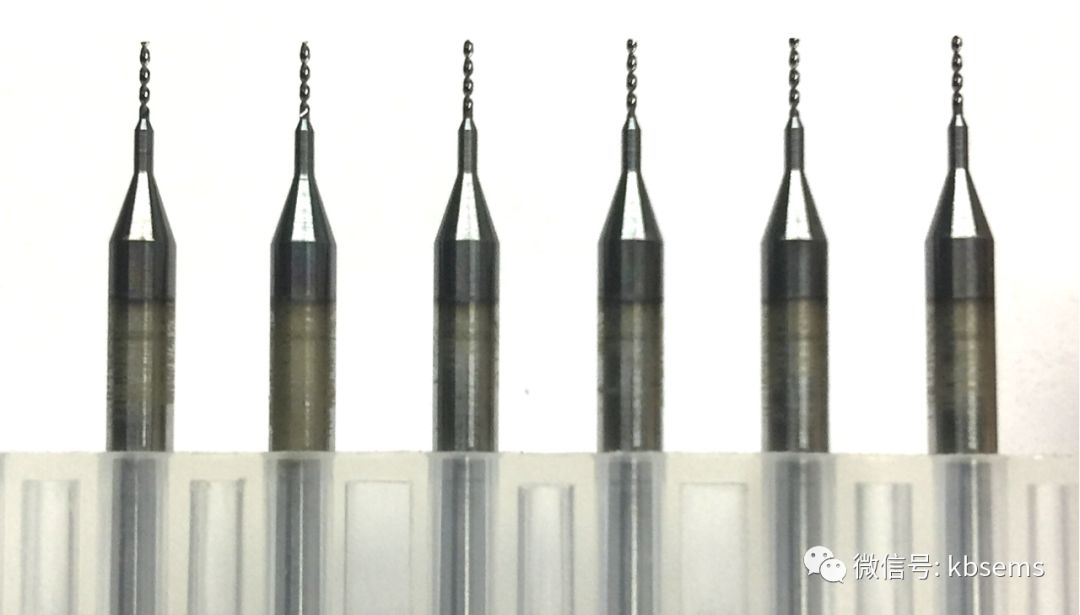
图3 定制0.5mm涂层刀具
转速区间的摸索
为了避免其它参数影响转速调整对钻孔质量的效果,将钻机的进给速度调整至最低0.1m/min,从最低钻速逐步提升,筛选适合转速区间,各转速设置下的钻孔测试结果如下表3所示。

表3 进给速度0.1m/min下各转速的刀具表现
可见在10krpm/min到20krpm/min这个区间的转速能够满足0.5mm钻刀钻铜块的要求。而更高的转速则出现了断刀的情况,断刀的孔位也出现了孔形崩坏,如下图4所示。
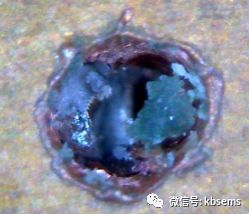
图4 高钻速条件断刀及孔形崩坏

 分享
分享

图片新闻








技术文库
最新活动更多
-
3月27日立即报名>> 【工程师系列】汽车电子技术在线大会
-
4月1日立即下载>> 【村田汽车】汽车E/E架构革新中,新智能座舱挑战的解决方案
-
4日10日立即报名>> OFweek 2025(第十四届)中国机器人产业大会
-
即日-4.22立即报名>> 【在线会议】汽车腐蚀及防护的多物理场仿真
-
4月25日立即报名>> 【线下论坛】新唐科技2025新品发布会
-
4月30日立即参与 >> 【白皮书】研华机器视觉项目召集令
推荐专题




-
1 HBM4大战







发表评论
请输入评论内容...
请输入评论/评论长度6~500个字
暂无评论
暂无评论